|
Deparando-se com um problema no processo de aperto o roteiro apresentado a seguir possibilita a investigação e a solução da maioria dos que são observados neste tipo de processo.
A ferramenta utilizada no processo
• Verificar a ferramenta utilizada no processo (cabos e controlador, no caso de ferramenta elétrica). Ruído excessivo pode ser proveniente de rolamento danificado ou de engrenagens desgastadas que podem provocar variações no torque aplicado.
• Ferramentas que foram submetidas a manutenção podem apresentar problemas quando instaladas na linha de montagem, principalmente as ferramentas pneumáticas, mesmo tendo sido efetuados os respectivos teste de capabilidade.
• A checagem pode ser efetuada utilizando-se um transdutor de torque (ou torque e ângulo) diretamente no processo ou, de forma mais segura, utilizando-se uma bancada móvel de teste e calibração de ferramentas.
Verificação de soquetes, adaptadores, extensões e dispositivos de reação
• O uso de soquetes desgastados ou com folga bem como de adaptadores e extensões que não foram consideradas quando do estudo e definição do processo de aperto a ser utilizado provocam variações na força de união. As extensões são extremamente críticas quando utilizadas com ferramentas pulsativas e variações de comprimento e massa provocam variação no torque. Quando utilizadas em processos de aperto por torque e ângulo as mesmas provocam um erro do ângulo aplicado caso não tenham sido previamente consideradas.
Os dispositivos de reação são fundamentais em processos de aperto de alto torque e em processos de aperto por torque e ângulo. Dispositivos que não assegurem a perfeita absorção da reação durante todo o processo provocam variações na força de união (podem se deslocar provocando um erro de leitura de ângulo de aperto) além de serem, nestas condições, potencialmente perigosos para o operador.
Mudanças de layout na estação de aperto
• Quando uma mudança ocorrer devem ser observados se o produto continua nas mesmas condições de fixação e se o operador mantém a mesma posição de operação da ferramenta. Dependendo do caso a ferramenta anteriormente utilizada pode não ser a correta para esta nova condição e problemas de ergonomia podem surgir provocando variação no processo mesmo sendo ferramentas elétricas de alta precisão.
• Quando da utilização de ferramenta pneumática, cuidados especiais devem ser adotados quando forem efetuadas mudanças do ponto de alimentação de ar comprimido, das conexões e de comprimento ou diâmetro da mangueira de forma a se evitar variações no processo.
Os problemas que podem ocorrer são diminuição da velocidade da ferramenta ocasionando variação na força de união e o aumento do tempo para a realização do processo e, eventualmente, a impossibilidade de se completar o mesmo.
 Mudanças nos componentes, fornecedores ou armazenamento e transporte dos mesmos Mudanças nos componentes, fornecedores ou armazenamento e transporte dos mesmos
•Alterações significativas podem ocorrer quando de manutenção em equipamentos, troca de brocas e machos no setor de usinagem dos componentes. Um dos problemas mais comuns é a usinagem incompleta do furo ou da rosca que provoca, quando o aperto é efetuado por uma ferramenta pneumática, a falsa impressão do mesmo ter sido efetuado corretamente porém a força de união das partes da junta é muito inferior aquela desejada e nos casos extremos, chega a ser nula.
• Troca de fornecedores e mudança de lote de componentes da junta também deve ser observado cuidadosamente. Pequenas alterações admissíveis no controle de qualidade podem provocar alterações significativas, principalmente em juntas críticas.
• O transporte e armazenamento também devem ser avaliadas. A redução de custos, essencial para a competitividade, muitas vezes ocasiona graves problemas.
Os parafusos devem ser fornecidos, transportados e conservados em embalagens adequadas e compatíveis com a criticidade da junta a que se destinam. Mudança de embalagem e armazenamento na linha de montagem podem provocar danos físicos aos mesmos que resultarão em desvios no processo de aperto. Em juntas críticas parafusos que apresentem oxidação, marcas na rosca e, em alguns casos, que por ventura tenham sofrido uma queda devem ser descartados. Embora de forma inconsciente, é comum a prática de lubrificar os componentes da junta para se evitar a oxidação das mesmas o que resulta na diminuição do atrito aumentando-se a força de união a níveis muito elevados correndo-se inclusive o risco de quebra de componentes da mesma.
Mudança no processo de montagem.
• Qualquer mudança no processo de aperto irá provocar alterações na força de união e uma nova análise do processo de aperto deve ser efetuada. Independentemente da alteração efetuada deve-se sempre efetuar uma mudança de cada vez de forma a ser possível uma avaliação rápida e fácil. O problema mais freqüente deve-se ao aumento de velocidade para atender ao aumento de produção.
• Se a mudança for na sequência de montagem do produto podem ocorrer variações no processo de aperto de uma determinada junta. Se em um bloco de motor foi antecipada a montagem de um componente que era feito posteriormente ao processo que agora apresenta problemas, no bloco aparecerão tensões mecânicas que podem estar influenciando e provocando as alterações na qualidade do processo de aperto.
Mudança de operador para o processo em questão?
• O operador é um elemento fundamental no processo e é necessário que ele possua o perfeito conhecimento do mesmo. Em todos os processos de aperto o operador deve sempre manter o alinhamento entre o eixo do soquete com o do parafuso. Nos processos de aperto por torque e ângulo as ferramentas devem possuir sistema de reação de forma que as mesmas permaneçam paradas do início ao fim do aperto. Embora não recomendado, em alguns processos não é possível que este sistema atenda a todos os parafusos e, neste caso, cabe ao operador manter a ferramenta fixa.
Se o mesmo não estiver habilitado para isto certamente a ferramenta irá se deslocar quando da realização da etapa de aperto por ângulo fazendo com que seja aplicado um ângulo menor do que o especificado resultando em uma força de união menor.
|
 Edições on-line
Edições on-line 








 Edição 102
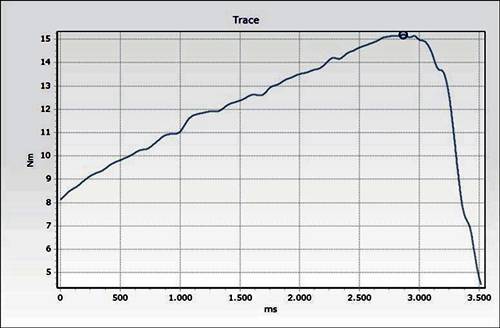
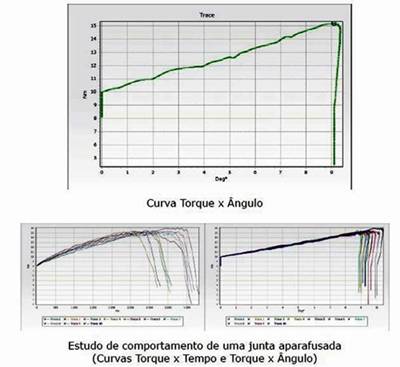
Edição 102 Na primeira parte do artigo citamos o Advanced Fastening Technology, estudo efetuado para estabelecer o correto processo de aperto de determinada junta incluindo todas as etapas desde o rosqueamento até a etapa de aperto final (torque, ângulo ou Yield Point). Este estudo engloba a eventual necessidade de etapas intermediárias (e paradas para sincronismo, no caso de apertadeiras múltiplas) visando minimizar os efeitos do relaxamento da junta e uniformizar a força de união em todos os parafusos. As variáveis de controle torque, ângulo e velocidade assim como as janelas para o monitoramento são definidas para cada etapa do processo de aperto. Este trabalho é desenvolvido em conjunto com a engenharia de produto e, ao término do
Na primeira parte do artigo citamos o Advanced Fastening Technology, estudo efetuado para estabelecer o correto processo de aperto de determinada junta incluindo todas as etapas desde o rosqueamento até a etapa de aperto final (torque, ângulo ou Yield Point). Este estudo engloba a eventual necessidade de etapas intermediárias (e paradas para sincronismo, no caso de apertadeiras múltiplas) visando minimizar os efeitos do relaxamento da junta e uniformizar a força de união em todos os parafusos. As variáveis de controle torque, ângulo e velocidade assim como as janelas para o monitoramento são definidas para cada etapa do processo de aperto. Este trabalho é desenvolvido em conjunto com a engenharia de produto e, ao término do