Artigos
Efeito stick-slip em processos de aperto de fixadores com revestimento de flocos de zinco
Autor aborda as principais causas do efeito e relata que nem sempre é possível evitá-lo
 Segundo o blog igus® GmbH (https://blog. igus.eu) o efeito stick-slip refere-se ao movimento brusco espontâneo que pode ocorrer quando dois corpos sólidos deslizam um contra o outro. Portanto, esse fenômeno ocorre quando um corpo é movido cujo atrito estático é significativamente maior que o atrito de deslizamento.(Foto - Robinson Bittencourt Lara)
Segundo o blog igus® GmbH (https://blog. igus.eu) o efeito stick-slip refere-se ao movimento brusco espontâneo que pode ocorrer quando dois corpos sólidos deslizam um contra o outro. Portanto, esse fenômeno ocorre quando um corpo é movido cujo atrito estático é significativamente maior que o atrito de deslizamento.(Foto - Robinson Bittencourt Lara)
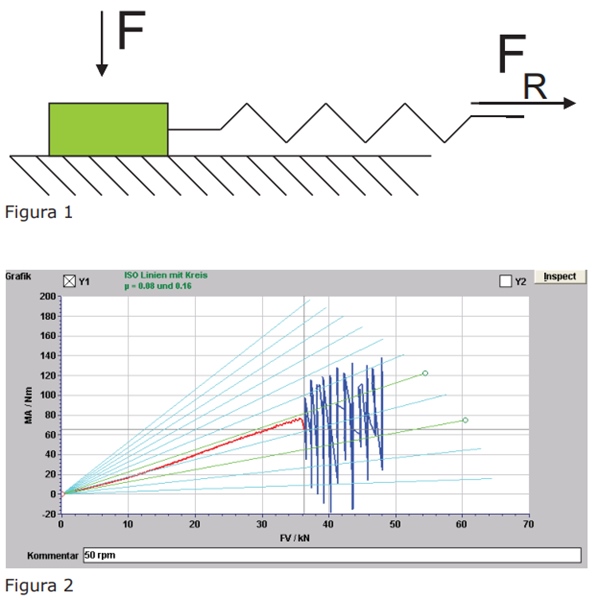
Em fixadores, na prática, esse efeito ocorre devido à parada do parafuso por alto atrito, então o torque da máquina aumenta e o parafuso volta a se mover (fig. 1). E isso se repete por uma frequência durante o processo de aperto. Tal efeito ocorre geralmente na face de assentamento, mas também pode ocorrer na rosca.
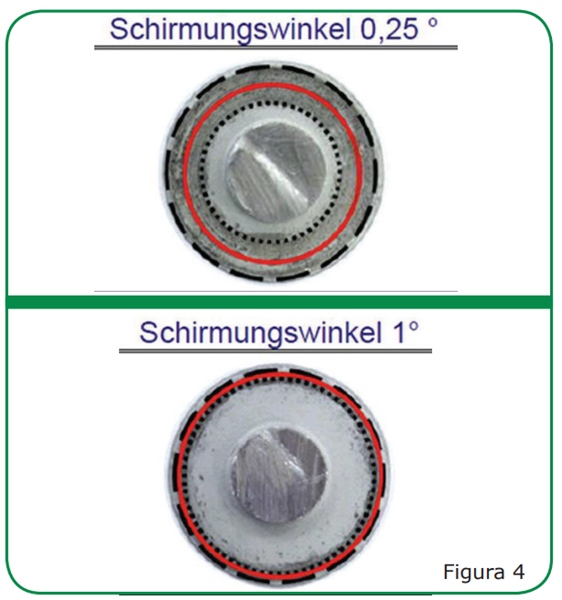
O efeito pode ser observado com o ruído audível e um ruído (variação) na curva de aperto (fig. 2). A escolha correta do revestimento dos componentes e, principalmente, dos fixadores é de suma importância para um processo de aperto eficaz e seguro.
Em processos de aperto, o efeito stick-slip é observado há anos, mas pouco foi estudado ou analisado sobre esse fenômeno. Em processos de aperto por torque (simples) o problema pode ser mais grave porque gera uma falsa carga de aperto, muitas vezes deixando a junta solta, podendo fazer com que ela se solte completamente.
Devido à ocorrência desse efeito, os revestimentos de flocos de zinco foram aprimorados anos atrás, mas ainda há variação no comportamento de alguns revestimentos, sendo de suma importância a escolha correta.
É importante lembrar que esse é um efeito que ocorre durante a montagem da junta, não cumprindo os respectivos critérios. É possível que todas as especificações dos fixadores estejam sendo cumpridas, mas, mesmo assim, pode ocorrer o efeito, o que gera reprovação. Portanto, o simples fato de atender as especificações não significa que a montagem ocorrerá sem problemas, sendo necessário analisar todas as possíveis causas e agir na solução.
Considerando isso, a norma VDA 235-203 menciona tal efeito, cita algumas causas na qual ele não deve ocorrer durante a montagem.
Mas afinal quais são as causas e como evitar?
A ocorrência desse efeito pode ter uma causa ou uma combinação de causas, quando identificadas é possível implantar ações para evitar.
1 • Rotação de aperto
Alta rotação pode gerar o aquecimento da superfície de contato e prejudicar a interação entre os revestimentos dos componentes. Alta rotação também pode gerar a remoção do revestimento de uma das superfícies devido à intensidade térmica. A rotação pode ser inapropriada para a junta devido à seus componentes. Stick-slip pode ocorrer devido a elevação da temperatura ou remoção do revestimento, tendo como causa a alta rotação. A redução da rotação impacta na produtividade, porém deve ser considerada conforme a criticidade da junta e seus componentes. A figura 3 mostra uma curva de aperto onde a elevada rotação gera stick-slip.

2 • Angulo de assentamento
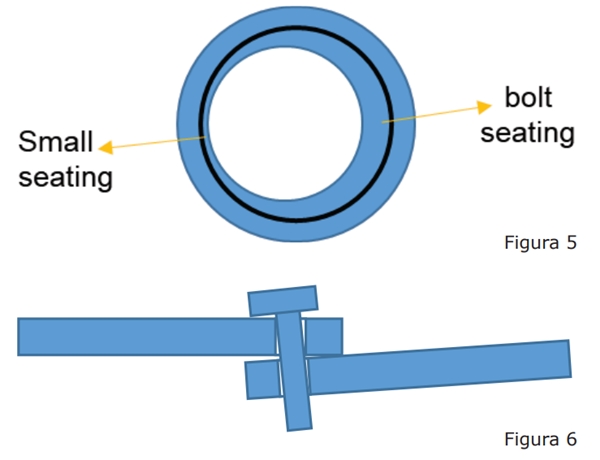
Parafusos com geometria de assentamento côncavo (suporte externo) são problemáticos, sendo desfavoráveis ao atrito. A elevada pressão superficial devido ao contato periférico da cabeça com a superfície de assentamento e rotação geram um alto aquecimento da superfície que gera variação de atrito - ângulos da cabeça >0,5º são mais propensos a gerar stick-slip.
A norma ISO define os ângulos de assentamento entre 0,25º e 1,25º, e muitas aplicações especificam o assentamento côncavo, portanto, neste caso, a ocorrência dele deve ser avaliada em conjunto com outra ou outras causas.
O assentamento plano é mais favorável para evitar a ocorrência de stick-slip, mas também há variações no processo de fabricação, produzindo assentamento plano tendendo a convexo ou assentamento plano tendendo ao côncavo. Sempre que possível, para evitar a ocorrência do efeito, a aplicação deve ser com o assentamento mais plano possível.
3 • Material mole
Materiais moles tendem a ter baixa resistência à abrasão durante o processo de aperto. Isso gera uma superfície instável, gerando uma variação da força de atrito. Pode haver remoção parcial ou total do material e, portanto, aumento do coeficiente de atrito.
Materiais como KTL, laca, tinta em pó são exemplos que podem fornecer uma superfície instável durante o processo de aperto.
Atualmente existem diversas aplicações de juntas que são revestidas com KTL, que podem contribuir para a incidência desse problema. Então é muito importante incluir o teste de coeficiente de atrito contra KTL, para ao menos entender como o revestimento está se comportando em um aperto contra esse tipo de superfície.
4 • Coeficiente de atrito elevado
O elevado coeficiente de atrito do fixador, principalmente na cabeça, gera uma má interação durante o aperto, isso intensifica o aumento da temperatura e eleva ainda mais o coeficiente de atrito e causa a remoção de material.
O coeficiente de atrito superior a 0,20 é favorável à ocorrência de stick-slip.
5 • Geometria e desalinhamento
Quando falamos de juntas, isso significa a união de peças diferentes e normalmente com revestimentos e fabricação diferentes.
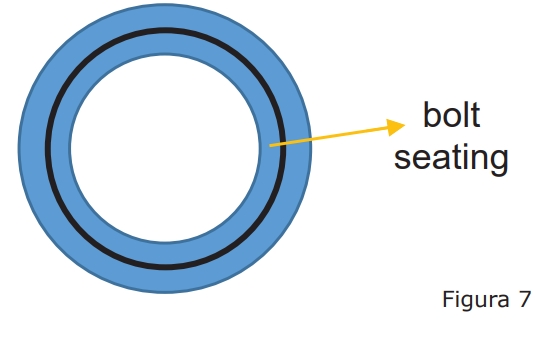
A união de peças estampadas é um desafio pois pode haver variações na forma e posição dos furos ou deformações das chapas. O desalinhamento entre as peças ou deformações podem prejudicar o assentamento do fixador e o mesmo não ocorrer de maneira uniforme. O assentamento não uniforme pode causar stick-slip devido ao contato intermitente (fig. 5 e 6).
6 • Diâmetro do furo de passagem
Em aplicações com porca, o furo de passagem determinará a facilidade com que o parafuso passará livremente até a porca, mas também definirá a área de assentamento do parafuso (fig. 7). Furo com diâmetro muito grande implica em redução da área de assentamento do parafuso, portanto, a pressão superficial pode ser alta e isso gerar uma carga elevada sobre o revestimento que pode não suportar.
Reduzir o diâmetro do furo pode ajudar a evitar o efeito stick-slip.
7. Defeitos Superficiais
A área de assentamento e as roscas devem estar livres de imperfeições. Isso inclui respingos de solda, respingos de tinta e quaisquer imperfeições que causem saliências que criam solavancos durante o aperto.
Roscas danificadas também podem gerar oscilações e causar stick-slip.
8 • Interação entre os revestimentos
A interação deficiente entre o revestimento do fixador e outros componentes da junta pode causar stick-slip.
O uso de flocos de zinco em parafusos e porcas que unem peças com KTL, em particular, é muito comum na indústria automotiva. A escolha correta do revestimento de flocos de zinco é muito importante, pois nem todos se comportam da mesma maneira na hora do aperto. Mesmo evitando tudo o que foi dito anteriormente, se o revestimento de flocos de zinco não for adequado, a interação entre os revestimentos pode causar stick-slip. O revestimento a base de flocos de zinco precisa ter uma interação amigável com o KTL e o alumínio e permitir o aperto adequado.
Foram relacionadas as principais causas, então é possível concluir que o revestimento de flocos de zinco tem uma influência importante para evitar o efeito stick-slip porque muitas vezes em uma junta crítica não é possível evitar todas as ocorrências mencionadas.
As peças estampadas podem ter variações geométricas e serem influenciadas por diversos fatores. Garantir um bom alinhamento de juntas complexas e um bom assentamento muitas vezes se mostra uma tarefa difícil, portanto, o fixador precisa absorver essa variação e o revestimento do fixador compensar por meio de uma excelente interação. Por isso é muito importante, sempre que possível, realizar o teste de montagem em junta real e não apenas em laboratório.
Outro fator é que muitas aplicações requerem assentamento côncavo ou convexo para o parafuso, então os revestimentos de flocos de zinco precisam ter uma excelente interação e evitar o stick-slip.
Como fator de compensação, algumas empresas trabalham com fixadores com baixíssimo coeficiente de atrito, muitas vezes abaixo da especificação. Como resultado, existe o risco de trabalhar com forças tensoras muito altas, que podem até quebrar o fixador. Uma interpretação não tão verdadeira de que baixo coeficiente de atrito resolverá o efeito stick-slip, porém o mais importante é a interação do revestimento do fixador com o revestimento de outras peças.
Podemos concluir que conhecer a junta de aperto, seus componentes e as características da junta é de suma importância, mas não menos importante é a correta definição do revestimento de fl ocos de zinco que será aplicado nos fixadores, pois pode fazer toda a diferença para evitar o efeito.
Robinson Bittencourt Lara
Key Account Manager South America pela Dörken Coatings GmbH, desde 2012.
 Edições on-line
Edições on-line 








 Edição 102
Edição 102