Artigos
Por que ocorrem falhas nas ferramentas de conformação a frio?
Este conteúdo foi apresentado na versão virtual do Senafor 2021, o seminário internacional sobre forjamento, que volta a ser realizado em Porto Alegre, RS, neste ano

Introdução Esta é uma discussão aberta sobre um problema crítico na indústria de elementos de fixação e de peças forjadas a frio, que são as falhas que frequentemente acontecem nas ferramentas de conformação.
A proposta é apresentar, comentar e discutir as principais causas de quebra ou desgaste prematuro das ferramentas de conformação a frio e que levam inevitavelmente à baixa vida útil, assim como outros tipos de falhas que afetam de alguma forma a produção e os custos da indústria de fixadores.

A falha em ferramentas de conformação a frio é um assunto bastante amplo para discussões técnicas mais aprfundadas e este trabalho não pretende obviamente esgotar o tema, mas sim abrir a discussão e transmitir algo do nosso conhecimento e experiência nos processos de conformação a frio e as principais causas que levam à má performance das ferramentas envolvidas no processo de fabricação de fixadores e peças forjadas a frio.
Quando ocorre uma falha de ferramenta durante a produção, normalmente somos levados a pensar que o motivo óbvio seria a má qualidade da ferramenta quebrada ou com baixa vida útil, mas nem sempre é assim, pois vários outros fatores podem influenciar a falha das ferramentas de conformação a frio, como veremos a seguir.
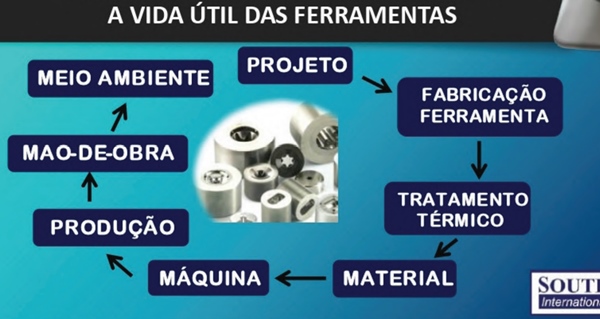
Principais fatores que influenciam a vida útil das ferramentas Nosso estudo identificou 8 fatores de influência nas falhas das ferramentas de conformação a frio, conforme figura a seguir, os quais foram desmembrados em causas-raiz, que afetam de forma direta ou indireta a durabilidade das ferramentas de forjamento a frio.
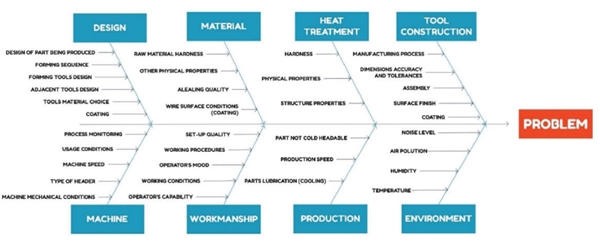
Diagrama das causas de falhas em ferramentas de conformação
No desmembramento dos fatores em causas especificas, identificamos as seguintes causas-raiz apresentadas no diagrama abaixo:
Projeto de ferramenta
Um dos principais fatores a ser considerado e que exige especial atenção da engenharia e desenvolvimento, pois eventuais erros cometidos no projeto da ferramenta costumam ter custos elevados quando identificados somente após a fabricação do ferramental. A principais causas vinculadas ou oriundas do projeto de ferramentas são as seguintes:
• Projeto / desenvolvimento do produto a ser conformado a frio;
• Sequência de estampagem / simulação do processo de conformação;
• Projeto / desenvolvimento das ferramentas de conformação;
• Projeto / desenvolvimento das ferramentas auxiliares;
• Escolha dos materiais utilizados na confecção das ferramentas;
• Escolha dos revestimentos anti-desgaste das ferramentas.
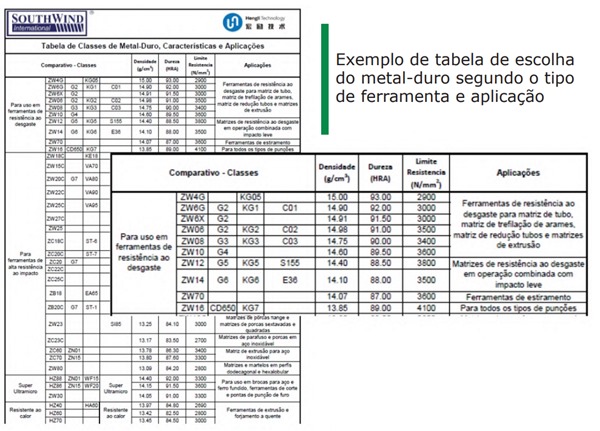
Exemplo de tabela de escolha do metal-duro segundo o tipo de ferramenta e aplicação
Projeto da ferramenta
Outro fator não menos importante é a fabricação das ferramentas, pois desde o processo de fabricação até o acabamento e revestimento terão influência direta na performance da ferramenta em produção. São estas as principais causas identificadas, onde um erro pode em qualquer uma delas, pode afetar o ferramental como um todo:
• Processo de fabricação da ferramenta;
• Precisão e tolerâncias dimensionais;
• Montagem / encarcaçamento da ferramenta;
• Acabamento superficial;
• Revestimentos anti-desgaste.
Tratamento termico da ferramenta
Embora o tratamento térmico das ferramentas de conformação a frio faça parte do processo de fabricação delas, optamos por estudá-lo em separado, pois eventuais erros em qualquer um dos pontos apresentados a seguir são cruciais para o desempenho da ferramenta em produção:
• Qualidade do processo de tratamento térmico;
• Dureza da ferramenta;
• Propriedades físicas após o tratamento térmico;
• Estrutura metalográfica.
Matéria-prima do produto forjado a frio
Outro fator, nem sempre considerado devidamente na análise de falhas nos processos de forjamento a frio são aqueles ligados à matéria-prima utilizada, entra as principais causas, destacam-se:
• Tipo e especificação da matéria-prima a ser utilizada;
• Dureza do material;
• Outras propriedades físicas;
• Qualidade do recozimento/esferodização;
• Qualidade do tratamento superficial do arame.
Máquina conformadora a frio
A escolha e a utilização do equipamento de conformação a frio é outro fator importante na prevenção das falhas em ferramentas de forjamento a frio e entre as causas principais, destacamos:
• Tipo de conformadora;
• Condições mecânicas da máquina conformadora;
• Velocidade da máquina conformadora;
• Ajustes, regulagens e condições de utilização da máquina;
• Monitoramento do processo.
Produção:
A produção em si, é o fator onde avaliamos a forma de utilização da máquina conformadora e os fatores a ela vinculados e que tem como principais causas de falhas ou queda no desempenho da ferramenta, as relacionadas a seguir:
• Lubrificante de processo, óleo de refrigeração;
• Velocidade de produção;
• Impossibilidade de conformação a frio;
• Acompanhamento / monitoramento do processo;
• Controles de vida útil das ferramentas;
Mão-de-obra / operador:
Diretamente ligada ao fator produção a qualidade e a capacitação da mão-de-obra é outro fator fundamental e entre estes destacam-se:
• Treinamento e capacitação do operador;
• Condições de trabalho;
• Motivação e comportamento do operador;
• Procedimentos e padrões de operação;
• Qualidade do setup;
• Organização e autodisciplina do operador.
Meio-ambiente:
Nem sempre considerado como um fator de falha em ferramentas de conformação a frio, o meio ambiente pode influenciar normalmente de forma indireta o desempenho das ferramentas:
• Condições do local de trabalho;
• Temperatura ambiente e umidade do ar;
• Qualidade do ar; • Nível de ruido;
• Limpeza.
Prevenção de falhas nas ferramentas de forjamento a frio
O controle e acompanhamento em tempo real do processo de conformação a frio por meio do uso de sistemas de monitoramento em tempo real do processo de conformação, constitui fator de fundamental importância na prevenção de falhas nas ferramentas e a consequente no risco de produção de peças defeituosas, fora das especificações.
O uso de monitores de processo em máquinas conformadoras e laminadoras de roscas, pode prevenir a maioria dos problemas de conformação a frio e, também, a quebra das ferramentas, pois esses sistemas podem literalmente sentir o comportamento do processo de conformação e parar a máquina antes mesmo que o problema aconteça ou se agrave, ou ainda interromper o processo segregando peças defeituosas após o primeiro incidente de falha da ferramenta detectado, evitando quebras adicionais nas ferramentas seguintes da sequência de estampagem.
Como qualquer sistema de controle e monitoramento da fabricação, os monitores de carga, quando instalados na máquina, devem ser acompanhados pelo treinamento do operador a fim de obter os benefícios que o sistema pode proporcionar e assim, evitar riscos desnecessários durante o processo de fabricação.
Conclusão
Falhas e quebras ou mesmo a baixa vida útil das feramentas de conformação a frio normalmente envolvem, como vimos, vários fatores e o problema deve sempre ser analisado sob os vários aspectos aqui apresentados.
Com o uso de metodologias de análise de problemas e outras ferramentas da qualidade, sempre podemos cobrir e identificar todas as causas possíveis que diminuem a vida útil da ferramenta e assim estreitar a busca para identifi car a causa raiz causadora da falha da ferramenta.
A qualidade da ferramenta em si geralmente é considerada como a primeira causa possível de falha de ferramenta, mas como vimos nesta apresentação, muitos outros fatores podem ter influência e devem ser considerados na análise do problema.
O registro e a manutenção dos dados históricos de falhas de ferramentas, com todas as informações sobre a identificação da causa raiz e as ações adotadas na solução do problema, auxiliam sobremaneira a rápida solução do problema nos casos de reincidência de ocorrências semelhantes.
A ideia deste trabalho, além de expor o conteúdo aqui apresentado é também manter um canal aberto entre nossa empresa e os interessados pelo tema; Falha em ferramentas de forjamento a frio, para comunicação permanente e troca de experiencias e para isso, deixamos aqui os nossos contatos, incentivando a todos a nos enviarem suas dúvidas, comentários, críticas, contribuições e sugestões.
Eng. João Batista Graef
Diretor da SouthWind International, em São Paulo, SP e filial nos EUA.
 Edições on-line
Edições on-line 







 Edição 102
Edição 102