Artigos
Redução do limite à fadiga de parafusos de aço apresentando ferrita delta na camada superficial - Parte I
Mestre pela USP, Escola de Engenharia de São Carlos, e supervisor de tratamento térmico e laboratório da Metaltork, Robson Bussoloti aborda tema sobre fragilização em fixadores
Resumo
.jpg) Nos processos de fabricação de parafusos, a fosfatização é necessária para servir de ancoradouro aos lubrificantes e outros redutores de atrito, por facilitarem o processo de deformação a frio. No entanto, antes do início do tratamento térmico de têmpera e revenimento, é importante que o banho de desfosfatização seja eficiente para impedir que, durante a austenitização, o fósforo residual presente na superfície do parafuso se difunda para o aço e forme uma fase frágil, rica em fósforo, denominada ferrita delta (d). Nos processos de fabricação de parafusos, a fosfatização é necessária para servir de ancoradouro aos lubrificantes e outros redutores de atrito, por facilitarem o processo de deformação a frio. No entanto, antes do início do tratamento térmico de têmpera e revenimento, é importante que o banho de desfosfatização seja eficiente para impedir que, durante a austenitização, o fósforo residual presente na superfície do parafuso se difunda para o aço e forme uma fase frágil, rica em fósforo, denominada ferrita delta (d).
Acredita-se que esta fase, uma vez presente, promova não apenas a diminuição da vida em fadiga mas, também, a fragilização do parafuso. Neste sentido, o presente trabalho objetivou identificar a influência negativa dessa fase, devidamente caracterizada por MEV, EDS e análise fractográfica, quanto ao desempenho à fadiga, através da comparação das curvas S-N em corpos de prova com e sem ferrita d.
Introdução
A falha de componentes em veículos pode potencializar o risco de acidentes, colocando em perigo a vida de pessoas. Parafusos de alta resistência utilizados na suspensão de veículos sofrem grandes solicitações de carga, necessitando de processos de fabricação especialmente delineados para que possam suportar esses esforços, e também garantir um bom desempenho em fadiga.
A falha deste componente, em um veículo, trouxe a necessidade de se estudar as causas do problema.
Uma investigação mostrou que tais parafusos apresentavam uma camada branca na superfície, camada esta de elevada dureza e fragilidade. Constatou-se que essa camada surgiu em função da presença residual de fósforo proveniente do processo de fosfatização, que se difundiu no aço durante o tratamento térmico.
Aspectos gerais
O sucesso da conformação do parafuso depende de muitos fatores, alguns ligados aos parâmetros de processo, assim como àqueles relacionados à qualidade da matéria prima. Quaisquer desvios dessas condições podem levar a problemas como o surgimento de trincas, perda de vida útil do ferramental e danos à integridade do parafuso.
As operações de conformação requerem uma boa lubrificação da superfície a ser deformada, sendo isso possível por meio da aplicação do fosfato seguido da adição de sabão. Os sabões reativos de estearatos alcalinos transformam a camada de fosfato de zinco em um estearato de zinco de alto poder lubrificante que adere à superfície.
Após a conformação mecânica de forjamento e laminação de rosca, os parafusos com classes de resistência superiores a 22HRC são submetidos ao tratamento térmico de têmpera e revenimento. No entanto, a presença do fosfato residual originário da preparação da matéria prima para a conformação acarretará a formação da fase d (ferrita delta, Fe3P ou fosfeto de ferro), como mostrado na figura1, caracterizada como uma camada branca.
Durante a austenitização, o fósforo residual presente na peça conformada é capaz de difundir para o interior do metal, formando essa fase frágil rica em fósforo. Por isso é recomendada a remoção do fosfato com um tratamento de desfosfatização (desengraxante alcalino com alta concentração, aproximadamente 10%) antes do tratamento térmico de têmpera em atmosferas neutras.
Princípios da fosfatização
O uso de camadas fosfatizadas nas operações de conformação já era conhecido desde 1934. O trabalho de James (1) mostrou que, durante a Segunda Guerra Mundial, a fosfatização foi muito utilizada na Alemanha nas operações de conformação de metais ferrosos, particularmente para produção de munições. De 1944 até 1960, a importância do uso de camadas fosfatizadas para conformação foi aumentando, principalmente quando as operações envolviam deformação sem um pré-aquecimento.
O processo de fosfatização, segundo Oliveira (2), consiste na formação de uma camada cristalina de conversão sobre um substrato metálico, por meio de reações eletroquímicas entre íons dissolvidos em soluções aquosas de ácido minerais, como o fosfórico e o nítrico, formando uma camada insolúvel de fosfato. Metais como níquel, zinco e manganês, podem ser dissolvidos na solução de fosfatização.
As várias reações podem ser representadas por(3):
Me (H2PO4)2 <—> Me HPO4 + H3 PO4 (1)
3 Me HPO4 <—> Me3 (PO4)2 + H3 PO4 (2)
3Me (H2PO4) <—> Me3 (PO4)2 + 4H3 PO4 (3)
onde Me representa o metal e pode ser tanto ferro como zinco ou manganês
Fadiga
Vários componentes de máquinas, veículos e estruturas são muitas vezes sujeitos a carregamentos cíclicos que se repetem no tempo. Estas cargas geradas das tensões cíclicas, podem causar um acúmulo de danos em níveis microscópicos. O material pode ser levado à fratura como resultado de acumulação de danos. Este processo de acumulação de danos e eventual fratura do material devido ao carregamento cíclico é chamado de fadiga.
Uma das avaliações mais comuns da vida em fadiga é feita pela construção da curva S-N, cujos resultados do ensaio são apresentados numa curva tensão-número de Ciclos (curva S-N), também chamada de curva de Wöhler, esquematizada na figura 2.
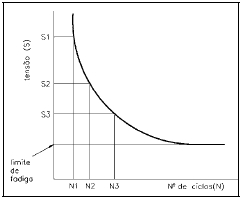 |
Figura 2: Esquema de uma curva S-N (curva de Wöhler) |
A curva é construída aplicando-se uma tensão S1 até que o corpo de prova se rompa em um número de ciclos N1 e, para uma dada tensão S2, o rompimento vem para um número de ciclos N2, e assim por diante. O procedimento usual para determinação de uma curva S-N consiste em se testar o primeiro corpo de prova a uma tensão alta na qual se espera que ocorra fratura num número de ciclos bastante pequeno, por exemplo, cerca de dois terços do limite de resistência estático do material. A tensão do ensaio é diminuída gradativamente para cada corpo de prova, até que uma ou duas amostras não se rompam no número de ciclos especificado, geralmente 107 ciclos . A maior tensão para a qual não se verifica fratura é o limite de fadiga. Diminuindo a tensão a partir de um certo nível, a curva se torna horizontal e, assim, o número de ciclos para o rompimento ocorrer torna-se praticamente infinito. Essa tensão máxima na qual, praticamente, não há a ruptura do material por fadiga, chama-se limite à fadiga ou resistência à fadiga.
A resistência à fadiga pode ser influenciada por vários fatores. Irregularidades superficiais podem atuar como concentradores de tensão, diminuindo a resistência à fadiga. O meio ambiente também influencia nesse fator, pois a ação corrosiva de um meio químico acelera a velocidade de propagação de trincas, diminuindo a vida útil do componente.
Entretanto é possível aumentar a vida em fadiga utilizando-se de tratamentos superficiais que introduzam tensões residuais compressivas na superfície, aumentando com isso a resistência à fadiga.
Abordagem pela curva de Wöhler
O ensaio de fadiga que gera a curva S x N está padronizada pela ASTM através da norma E 466-82: Conducting Constant Amplitude Axial Fatigue Test of Metalic Materials. Nesse ensaio a característica principal é a tensão limite de resistência à fadiga - s aLRF, que consiste no valor de tensão abaixo do qual o material não se fratura por fadiga. A figura 3 ilustra de modo esquemática uma curva S x N para uma liga ferrosa (A) e não ferrosa (B). Note nessa figura que o aço apresenta um patamar (s aLRF) enquanto o mesmo não se verifica na liga não ferrosa.
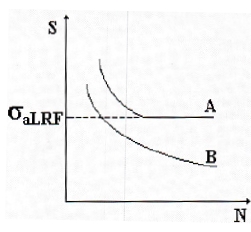 |
Figura 3: Curva esquemática Tensão (S) versus número de ciclos (N); (A) liga ferrosa e (B) liga não ferrosa. s aLRF é a tensão limite de resistência à fadiga.(4)
|
Materiais e métodos
Neste estudo foram utilizadas 30 amostras de aço com as seguintes dimensões, ø 4 mm x 700 mm, apresentando a composição química, conforme mostrado na Tabela 1.
Foram preparados dois conjuntos de 15 amostras cada um. Em um grupo foi promovido a formação da fase d, enquanto no outro ela foi suprimida.
Tabela 1:Composição química do arame % em peso, obtido por espectrometro por emissão ótica modelo PDA-Shimadzu
No primeiro grupo, as amostras foram fosfatizadas em banhos de fosfato de zinco com concentração de 40%. Este banho operava na temperatura de 75°C por 10 minutos de imersão, gerando um peso de camada de 40g/m². Estas amostras seguiram para o processo de têmpera e revenimento. O outro grupo de amostras (livre de qualquer resíduo de fosfato) foi submetido a uma limpeza alcalina com hidróxido de sódio com concentração de 10%, na temperatura de 85°C por 20 minutos de imersão para posterior processo de têmpera e revenimento.
Os processos de têmpera e revenimento foram realizados em todas as amostras, utilizando uma atmosfera neutra e uma temperatura de austenitização de 900°C por 1 hora, seguido por resfriamento em polímero Polivinilpirolidona (Polydur-C - Houghton) na temperatura de 45°C e com concentração 23%. O revenimento foi realizado com banho de chumbo a 445°C por 1 hora.
Depois da têmpera e revenimento o teste de fadiga foi conduzido com 3 carregamentos distintos: 840 MPa; 790MPa e 740MPa.
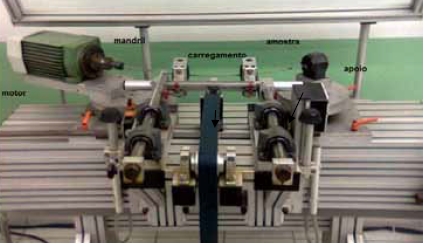
A figura 4 apresenta o equipamento utilizado para execução do ensaio de fadiga por flexão-rotativa chamado de “Nakamura”. O equipamento de ensaio de fadiga pertence à usina Aços Gerdau, localizada na cidade de Pindamonhangaba no estado de São Paulo, Brasil.
O dispositivo “contagiro” da máquina de teste “Nakamura” paralisa quando ocorre a fratura do arame, registrando a quantidade de ciclos do ensaio.
Figura 4: Equipamento de teste de fadiga “Nakamura” Fonte: Gerdau (2013)
Um teste adicional de dobramento foi realizado também, nas duas condições superficiais, para enfatizar a formação de microtrincas, consistindo de um teste simples onde foi fixada as amostras em uma morsa e manualmente as amostras foram dobradas até a ruptura. A análise da superfície foi feita por lupa estereoscópica sem ataque a 50x de aumento e MEV.
Ms. Robson Silva Bussoloti
Supervisor de Tratamento Térmico e Laboratório – Metaltork
Professor do curso Técnico em Metalurgia – CEFSA
Dra. Lauralice de Campos Franceschini Canale
Escola de Engenharia de São Carlos,USP – São Carlos.
A parte final deste artigo será publicada em nossa próxima edição.
|
 Edições on-line
Edições on-line 







 Edição 102
Edição 102.jpg)