Técnicas de aperto e o uso combinado do controle de gradiente Parte final
Aperto por torque controlado (atrito controlado) e o monitoramento do ângulo de giro do parafuso ou do gradiente de aperto
É bem comum hoje encontrar quem, já sendo possuidor de uma estação de trabalho computadorizada para montagens em aperto por Torque x Ângulo (muitas vezes apertadeiras multi-fuso, como as usadas na montagem de cabeçotes de motores; outras vezes, máquinas compostas de apenas um fuso), venha fazendo uso desta para realizar também, quando necessário, montagens por torque simples (torque por dispersão de atrito controlada ou torque controlado). Obviamente, tal só é viável, para aqueles que já possuem o equipamento. Investir em um outro computadorizado, se não for para usá-lo em métodos onde o controle do aperto exija que este seja de maior precisão, não resulta em qualquer vantagem em relação à custobenefício. Mas, para aqueles que o possuem, é comum ver que, nas montagens em que o utilizam para apertos por Torque simples, aproveitam seus recursos para fazer o monitoramento da dispersão angular (monitorando os graus de giro por parafuso aplicado na montagem).
De fato, para um dado valor de torque final pré-estabelecido, como resultado da flutuação dos coeficientes de atrito presentes nas partes envolvidas durante o processo de montagem (variando de um valor mínimo até um valor máximo característicos dos componentes e de seus acabamentos), podem ser definidos e encontrados tanto um valor mínimo de ângulo de giro como, do mesmo modo, um valor máximo de ângulo de giro esperado. Estes ângulos, que podem ser pré-definidos experimentalmente, não são mais que um modo indireto de se monitorar (em produção) a dispersão das condições de atrito presentes nas peças.
Como vimos no início deste texto, no aperto por torque controlado, a força gerada em um aperto é diretamente dependente dos atritos presentes entre as partes durante o processo de montagem. Assim, de modo a se assegurar a integridade desta força, torna-se necessário que estes atritos sejam medidos e pré-definidos (para, posteriormente, serem tabelados para controle de qualidade de produção), sendo válidos apenas para a montagem em análise, em ensaios laboratoriais.Para tal, faz-se uso de uma amostragem adequada de peças idênticas em suas condições às que serão usadas em produção; e de equipamentos adequadamente desenvolvidos para este fim (conhecidos por alguns como: Determinador de Torque e Tensão).Para um dado valor de torque, um alto coeficiente de atrito resultará em menos giro e menos força axial resultante do aperto. Por sua vez, um baixo coeficiente de atrito resultará em um maior grau de giro do parafuso, gerando uma maior força axial agindo na peça ao final da montagem.
Assim, do mesmo modo como se define uma “janela de atrito” esperada, também uma determinada “janela angular” pode ser definida para uma montagem específica; de forma a garantir que a força necessária a assegurar a integridade de uma junta esteja presente ao final do processo de aperto por torque controlado.Infelizmente, apesar de estudos estarem em andamento neste sentido, em aperto por torque controlado (ou torque simples), mesmo para aqueles possuidores de máquinas Torque x Ângulo, em uma linha de produção, não há como se monitorar diretamente os coeficientes de atrito presentes e atuantes nas peças durante o processo de montagem. Fica-se dependente de que o controle de qualidade garanta, por análise periódica e amostral, que as peças se encontrem nas condições de atrito originalmente pré-estabelecidas pelo projeto dos componentes. Para os que possuem apertadeiras Torque x Ângulo ainda há a possibilidade de fazê-lo, como dito aqui, indiretamente, através do monitoramento do ângulo de giro. Para a maioria, que aperta parafusos apenas por torque simplesmente, resta confiar que as peças estejam (em suas características de atrito) conforme o esperado; de forma a garantir a “janela” de força final de união desejada.
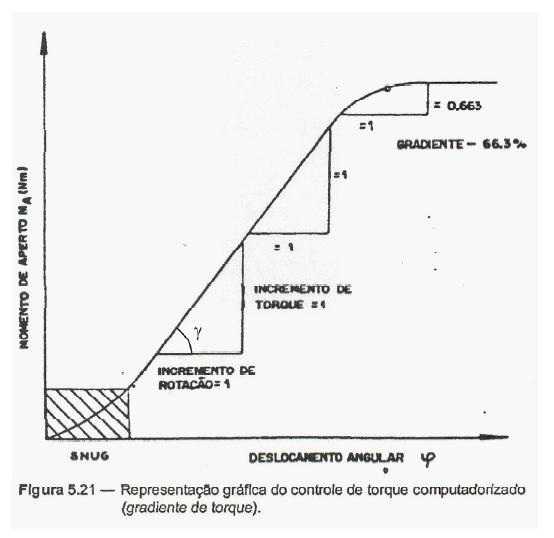
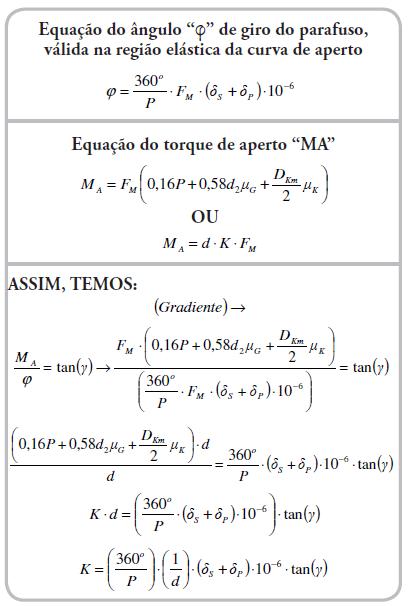
Felizmente, já é de uso bem comum e está disponível no mercado, para aqueles que fazem uso de chaves de torque manual, torquímetros digitais habilitados à aperto tanto por Torque Controlado como também por Torque x Ângulo inclusive. Tais equipamentos, de custo geralmente mais acessível (em comparação à uma estação computadorizada para montagens em Torque x Ângulo de grande porte), podem ser adaptados ao monitoramento da janela angular sendo gerada durante um aperto convencional por torque. Uma maneira de fazê-lo, do mesmo modo de se monitorar diretamente apenas o ângulo gerado ao final do aperto propriamente dito, seria o de se monitorar o gradiente de aperto da curva de aperto Torque x Ângulo que está sendo gerada ponto a ponto durante todo o processo, garantindo se, assim, um maior controle sobre o procedimento de aperto, em cada parafuso, durante a montagem. O Gradiente (ΔMA/Δϕ), do mesmo modo como o Ângulo de giro (pois derivas deste, como podem observar na curva de aperto da figura 5.21; aqui apresentada no tópico referente ao aperto por controle de gradiente, e extraída da VDI2230), será afetado pelas condições de atrito presentes nas peças durante a montagem do conjunto. E, do mesmo modo, variará conforme a dispersão dos atritos presentes nas partes.
O que podemos notar é que o gradiente (quando o aperto ainda se encontra na região elástica da curva de aperto do parafuso) define o ângulo de inclinação da reta referente a zona elástica. Para um dado valor angular de aperto desejado (ângulo este diretamente proporcional à um valor de força axial de aperto presente no parafuso naquele instante, como resultado da relação já mencionada de ângulo de Giro x Passo do filete de Rosca x Força gerada), podemos dizer que: tão maior será o ângulo “γ” de inclinação da reta referente o Gradiente (ou referente à relação ΔMA/Δϕ) na zona elástica, em relação ao eixo do ângulo de aperto “ϕ” posicionado na abscissa do gráfico, quanto maior for o valor do torque “MA” gerado e necessário a se atingir este ângulo de aperto “ϕ”. E tão maior será o valor do torque “MA” gerado e necessário a se atingir este ângulo de aperto “ϕ”, quanto maior for o atrito presente entre as partes durante o procedimento de aperto. Assim, ao monitorarmos o ângulo de inclinação da reta referente a zona linear do aperto (zona elástica), ou o gradiente de aperto, estaremos, a cada instante deste aperto, monitorando indiretamente as condições de atrito presentes entre as peças.
Com “K” sendo o fator de atrito; “P” sendo o passo do filete de rosca do parafuso; “d” sendo o diâmetro nominal (externo) da rosca e “δS” e “δP” como sendo, respectivamente, as resiliências (rigidez que, para uma determinada junta, esta aqui considerada constante; não apresentando flutuações) do parafuso e da peça. Mesmo que o princípio de se monitorar o ângulo de giro, ou, como aqui exemplificado, o gradiente de aperto em um aperto por torque simples, não nos permita (no momento) ler ou estimar o coeficiente de atrito (em seu valor efetivo) presente nas peças no instante da montagem (posto serem, normalmente, em produção, desconhecidas as resiliências dos componentes), é possível que se defina uma janela de controle angular ou uma janela de gradiente, que nos permita assegurar que este atrito esteja dentro de condições previamente estabelecidas; de modo a nos garantir um nível de força axial que se encontre dentro do intervalo de força desejado à manutenção da integridade da junta, conforme definido em projeto.
 Edições on-line
Edições on-line 







 Edição 102
Edição 102